Computer Vision for Business: Beyond Facial Recognition
Computer vision transforms how Australian businesses inspect quality, count inventory, digitise documents, and monitor safety through AI automation. From manufacturing to mining, practical computer vision applications deliver measurable ROI beyond facial recognition headlines.
Computer Vision for Business: Practical Applications Beyond Facial Recognition
Computer vision transforms how Australian businesses inspect quality, count inventory, digitise documents, and monitor safety — delivering measurable ROI through automation of visual tasks that previously required human oversight.
While facial recognition dominates computer vision headlines, the real business value lies in practical applications that solve everyday operational challenges. From manufacturing floors in Melbourne to mining sites in Western Australia, computer vision systems are quietly revolutionising how companies handle visual data and manual processes.
What is Computer Vision in Business Context?
Computer vision is artificial intelligence that interprets and analyses visual information from cameras, smartphones, or sensors to make business decisions automatically. Unlike consumer applications, business computer vision focuses on specific workflows: identifying defects, reading documents, counting objects, or detecting safety violations.
The technology combines image processing, machine learning models, and business logic to replicate — and often exceed — human visual judgment at scale. Australian businesses are adopting computer vision not for its novelty, but for measurable improvements in accuracy, speed, and cost reduction.
Quality Inspection: Automated Manufacturing Excellence
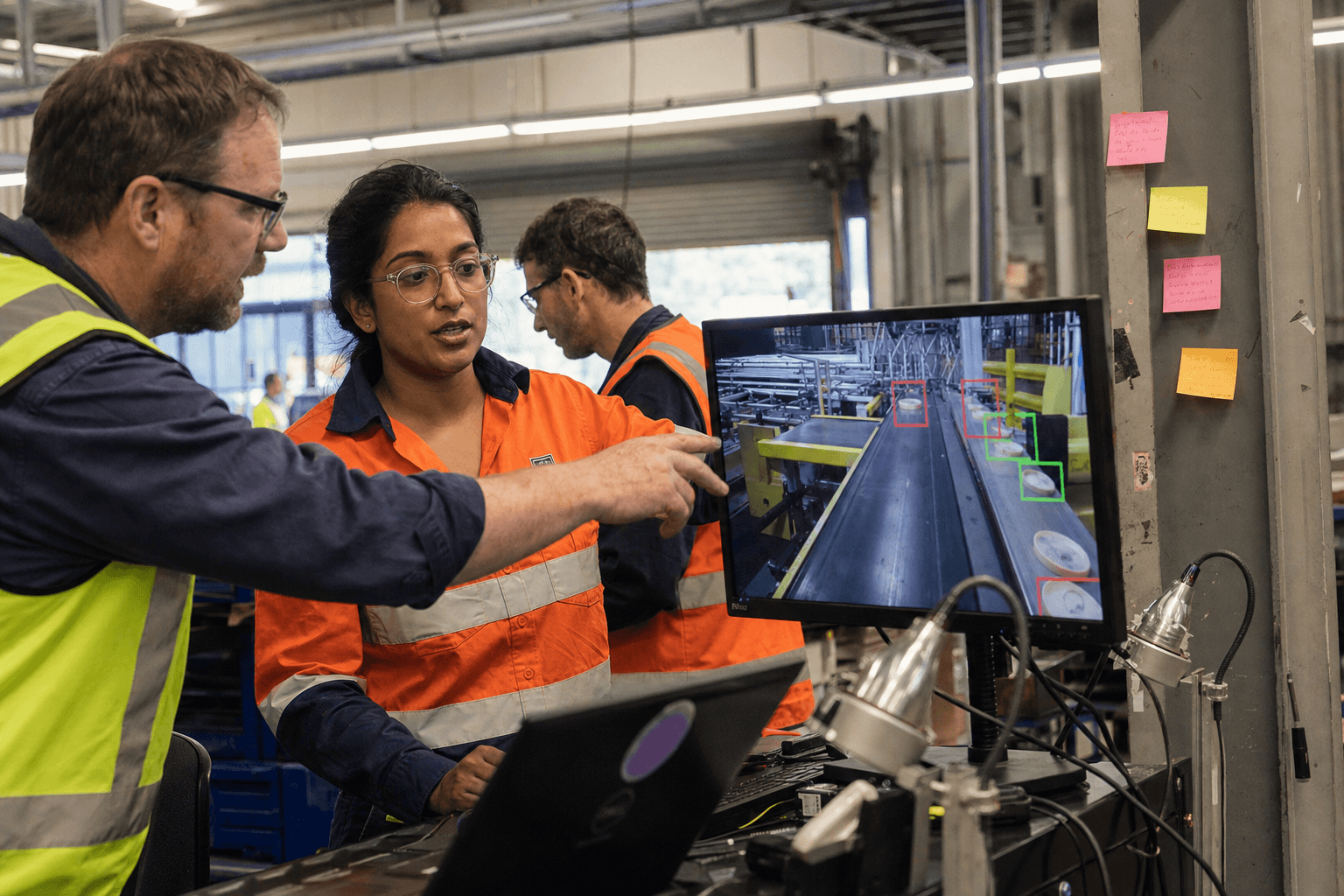
Manufacturing quality control represents computer vision's strongest business case. Traditional visual inspection requires skilled workers to examine products under controlled lighting, flagging defects that cameras can now detect with greater consistency.
Surface Defect Detection
Computer vision systems excel at identifying scratches, dents, discolouration, or dimensional variations that human inspectors might miss during long shifts. The technology works particularly well for:
- Metal fabrication: Detecting surface oxidation, weld quality issues, or coating inconsistencies
- Electronics assembly: Identifying missing components, incorrect placements, or solder defects
- Food processing: Spotting contamination, size variations, or packaging faults
- Textiles: Finding fabric tears, colour variations, or pattern misalignments
Organisations typically see significant improvements in inspection speed while reducing false positives compared to manual processes. The technology adapts to different product lines through retraining rather than hiring additional quality control staff.
Automated Measurement Systems
Precision measurement tasks benefit enormously from computer vision's consistency. Systems can measure dimensions, angles, and tolerances without physical contact, reducing wear on measuring equipment while increasing throughput.
Construction companies use computer vision to verify rebar spacing, concrete pour quality, and structural alignments from drone imagery — replacing manual measurement processes that required site visits and extended project timelines.
Document Digitisation: From Paper to Structured Data
Document processing through computer vision goes beyond basic OCR (Optical Character Recognition) to extract structured information from forms, invoices, contracts, and reports.
Intelligent Document Processing
Modern computer vision systems understand document layouts, extract relevant fields automatically, and validate information against business rules. This capability transforms administrative workflows across industries:
- Financial services: Processing loan applications, insurance claims, and compliance documents
- Healthcare: Digitising patient records, test results, and prescription information
- Logistics: Extracting data from shipping manifests, customs declarations, and delivery receipts
- Legal: Analysing contracts, court documents, and regulatory filings
The technology handles variations in document quality, formats, and layouts that traditional OCR systems struggle with. Industry benchmarks suggest substantial improvements in processing speed while reducing data entry errors for businesses implementing these systems.
Handwriting Recognition
Advanced computer vision models now interpret handwritten text with accuracy approaching human-level performance. This capability proves valuable for:
- Converting handwritten forms to digital records
- Processing signed contracts and agreements
- Digitising field notes and inspection reports
- Analysing historical documents and archives
Inventory Counting: Real-Time Stock Management
Inventory management through computer vision eliminates manual counting while providing real-time visibility into stock levels, locations, and movements.
Automated Stock Taking
Retail and warehouse operations use computer vision to count inventory continuously rather than during disruptive periodic audits. Cameras positioned throughout facilities track product movements, identify stock levels, and flag discrepancies automatically.
Australian retailers implement systems that:
- Count shelf inventory during restocking
- Identify misplaced products in wrong locations
- Track product movements through supply chains
- Monitor stock rotation for perishable goods
The technology integrates with existing inventory management systems, updating stock records in real-time without manual data entry.
Drone-Based Inventory Management
Large facilities use drones equipped with computer vision to survey inventory across multiple locations simultaneously. This approach works particularly well for:
- Agriculture: Counting livestock, monitoring crop health, and assessing harvest readiness
- Mining: Tracking equipment locations and stockpile volumes
- Construction: Monitoring material quantities and equipment positions
- Warehousing: Surveying high-bay storage and outdoor yards
Safety Monitoring: Proactive Risk Management
Workplace safety monitoring through computer vision provides continuous oversight of dangerous activities without requiring dedicated safety officers at every location.

Personal Protective Equipment Compliance
Computer vision systems monitor whether workers wear required safety equipment — hard hats, safety glasses, high-visibility clothing, or respirators. The technology identifies non-compliance in real-time, sending alerts to supervisors before accidents occur.
This capability proves particularly valuable in high-risk environments like construction sites, manufacturing facilities, and mining operations where safety violations can have serious consequences.
Hazardous Behaviour Detection
Advanced systems recognise potentially dangerous activities such as:
- Working at height without proper restraints
- Operating machinery without safety protocols
- Entering restricted or contaminated areas
- Handling hazardous materials improperly
Mining companies report meaningful improvements in safety incident prevention through proactive monitoring rather than reactive investigations.
Vehicle and Equipment Monitoring
Computer vision transforms fleet management and equipment oversight across industries where vehicles and machinery represent significant operational investments.
Fleet Safety and Compliance
Transport companies use computer vision to monitor driver behaviour, vehicle condition, and load compliance:
- Detecting driver fatigue or distraction
- Monitoring vehicle maintenance requirements
- Ensuring load securement and weight distribution
- Verifying compliance with transport regulations
Equipment Utilisation Tracking
Construction and mining operations track equipment location, usage patterns, and maintenance needs through computer vision systems. This visibility helps optimise equipment deployment, schedule preventive maintenance, and reduce operational downtime.
Implementation Considerations for Australian Businesses
Data Quality and Model Training
Successful computer vision deployment requires high-quality training data specific to your business context. Generic models may not perform adequately without customisation for your products, documents, or operational environment.
Consider factors like:
- Lighting conditions in your facility
- Product variations and seasonal changes
- Document formats and quality standards
- Integration requirements with existing systems
Privacy and Compliance Requirements
Australian businesses must navigate privacy legislation when implementing computer vision systems, particularly those involving employee monitoring or customer interactions. Ensure compliance with the Privacy Act 1988 and workplace surveillance regulations in your state.
ROI Calculation and Success Metrics
Measure computer vision success through specific operational metrics rather than technology adoption alone:
- Defect detection accuracy compared to manual inspection
- Processing time reduction for document workflows
- Inventory accuracy improvements and audit frequency reduction
- Safety incident prevention and compliance rates
Integration with AI Strategy
Computer vision works most effectively as part of a broader AI product strategy that considers your entire technology stack and business objectives. The technology often requires supporting infrastructure for data processing, model training, and system integration.
Consider how computer vision fits within your:
- Data infrastructure and storage requirements
- Existing automation and workflow systems
- Staff training and change management processes
- Long-term AI adoption roadmap
Building vs. Buying Computer Vision Solutions
Most mid-market Australian businesses achieve better outcomes by working with specialists rather than building computer vision capabilities in-house. The technology requires expertise in machine learning, computer vision algorithms, and production deployment that takes years to develop internally.
AI engineering partnerships provide access to proven models, implementation experience, and ongoing support without the overhead of building an internal AI team.
Focus your internal resources on defining business requirements, managing change processes, and measuring outcomes rather than developing computer vision algorithms from scratch.
Getting Started with Computer Vision
Successful computer vision implementation begins with identifying specific use cases where visual automation provides clear business value. Start with well-defined problems that have measurable success criteria rather than attempting comprehensive deployments.
Consider beginning with proof-of-concept projects in:
- Quality inspection for high-volume products
- Document processing for repetitive administrative tasks
- Safety monitoring in high-risk environments
- Inventory management for valuable or critical stock
This focused approach allows you to demonstrate ROI, refine processes, and build internal expertise before expanding to additional use cases.
Computer vision represents a practical AI application that delivers measurable business outcomes for Australian companies ready to automate visual processes. The technology works best when implemented strategically as part of broader operational improvement initiatives.
Ready to explore how computer vision could transform your business operations? Get in touch to discuss your specific requirements and implementation approach.
Chris Kerr
Partner at Horizon Labs, an AI product consultancy and venture studio. A commercially focused product and technology leader with 20+ years building and scaling digital platforms, teams, and businesses across SaaS, travel, eCommerce, logistics and transport, and digital marketing — operating at the intersection of product, engineering, and data. Writes about platform strategy, AI transformation, modern data ecosystems, and the operational discipline that separates AI demos from AI products.